
 0371-67772626
0371-67772626  您现在的位置:
您现在的位置:
如果您对我们的产品、服务感兴趣,或者有什么可以帮助您的,您可以点击在线咨询与我们交谈或拨打我们的客服电话: 0371-67772626 在线咨询
如果您对我们的产品、服务感兴趣,或者有什么可以帮助您的,您可以点击在线咨询与我们交谈或拨打我们的客服电话: 0371-67772626 在线咨询
作者:红星机器 发布时间:2021-11-23 16:00:00
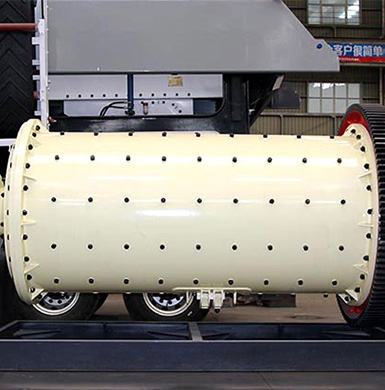
磨矿分级流程是选矿厂选矿流程中的关键环节之一,其根本目的是将矿石粉磨至有价矿物单体解离的合格粒度,并且要球磨机具有较高的效率和较低的能耗,以满足选厂的技术和经济控制目标,并且使整个磨矿分级系统达到更优工况。生产实践证明,磨机的给矿量是系统中的重要变量,它直接影响着磨机的效率和能耗,并关系到整个系统的优化。
但磨矿分级系统是一个多变量的复杂系统,且给矿量的控制也涉及整个系统各设备和过程的匹配,依靠单纯的PID调节等简单控制方法,或是传统的人工调节作业,很难对给矿量进行有效的自动控制。为此,采用模糊控制技术,并结合智能PID调节,利用现场技术人员及专家的知识经验,不需要建立精确的模型即可实现给矿量的有效控制。

郑州某选厂的磨矿分级系统是多段式圈流系统,但就给矿量控制系统而言,只需针对圈流进行描述。
该选厂破碎后的原矿由称重式给料机连续加料到溢流型球磨机中,并配以给矿水来调节磨机内浓度;磨机溢流进入分级机进行分级,合格粒度的物料进入后续作业环节,不合格的物料则进入泵池,作为返砂泵入磨机再磨。
1、系统结构
由于给矿系统具有非线性、大惯性和多耦合因素等特点,物料在从给料机给料到磨机粉磨,再经分级机进行分级的整个作业流程中,不确定性因素较多,各变量的变化都会引起给矿量的调整。而系统中到底给多少料才能使工况更优,一直是磨矿分级系统控制的难点。为此,给矿量控制系统采用模糊PID串级控制方式,即以模糊控制器为主回路控制器,利用电耳采集磨音的实时值反馈到模糊控制器,并与磨机更更佳工况下的磨音值进行比较,通过模糊运算获得某时段中更佳的给矿量设定值,再传送给副回路,确保磨机处于更佳工况,且不出现“空腹”或“胀肚”现象;以智能PID控制器为副回路控制器,通过快速调节给料机转速来跟随给矿量设定值。

2、被控量的确定
由于给矿量控制系统采用串级控制,因此在主副回路中均存在一个被控量,且这两个被控量的选取要确保副回路的响应速度快于主回路。副回路的被控量容易确定,即为给料机给矿量,更重要的是主回路被控量的确定,该变量是表征磨机工况、实现系统优化的重要参数。
主回路被控量一般有3个可选,即磨机溢流粒度(或者浓度)、磨机功率和磨音。在有关文献中,较多地采用溢流粒度、磨机功率作为被控量。溢流粒度采用在线粒度仪测出,并反馈到系统中,但是原矿性质和球荷比的变化都会对溢流粒度造成影响,监测溢流粒度的变化在一定程度上能够实现给矿量的控制,但不能充分掌握磨机的工况,不利于其处理能力的发挥。磨机功率与其工况密切相关,能够较好地反映出磨机的负荷变化。
基于以上分析,所述给矿量控制系统采用电耳监测磨机的磨音作为主回路的被控量。磨音与负荷的关系曲线具有一定的单调性,故通过磨音的变化较易判断磨机负荷的变化,由此推导出给矿量更佳设定值。根据现场实际测试,确定磨机更佳工况时的磨音值。现已证明,只要能够将磨机磨音变化控制好,就能使磨机具有更佳工况,且不会出现“空腹”和“胀肚”现象。

1、给矿量设定值算法
在许多的磨矿分级相关文献中,多把给矿量设定值当作一个恒定值来处理,这显然是不科学的。因为随着原矿性质的变化、磨机工况的调整,都需要不断地调整给矿量设定值。给矿量设定值所涉及的相关因素多,涉及大量的不确定信息,难以建立精确的数学模型和控制模型。笔者所述控制系统中,给矿量设定值的确定采用了模糊控制技术,具有较强的鲁棒性,尤其适用于这种非线性的控制系统,不需要精确的模型,只需将现场技术人员及有关专家的经验总结作为相应的控制规则应用到系统中去。模糊控制器为双输入单输出结构,所设计的二维输入使系统具有更好的性能。
在模糊控制系统中,所监测到的数据通常为精确量,需要将其模糊化后输入到模糊控制器中。控制器以磨机更佳工况下的磨音值为设定值,并与磨音的实时反馈值作减运算,得到误差值及其变化率。误差的计算方法是,针对具体的磨矿分级系统,以一定时间为周期,磨音监测系统每秒钟采集一次数据,而后计算每个周期内的平均值,该值与给定值的差值即为误差。误差和误差变化率在比例因子的作用下变换到相应的论域上。

2、PID控制回路
主控制回路给出给矿量设定值之后,就需要副回路及时调节给料机的转速,使实时值快速达到给定值。但是,有时给矿量设定值和给料机实时值的差值比较大,就需要一个能够快速消除该差值的控制器,以免给已经存在较强时滞性的磨矿分级系统增加额外的不稳定因素。
PID控制器广泛应用于工业控制中,具有结构简单、可靠和高能的特点,一般的PID控制器一经整定,其P、I、D三个参数一般都是定值。但实际应用时需要将这三个参数根据差值的变化调好,比如当偏差值较大时,P参数要尽量大点,以尽快消除余差,为此采用智能PID控制算法。
实际运行情况表明,给矿控制系统响应迅速、稳定,调节精度高,对于提高磨矿分级效率具有重要意义;同时也为磨矿分级作业中的磨矿浓度和溢流浓度控制提供了借鉴。
河南红星机器免费咨询电话:0371—67772626
相关文章
在线留言
联系我们
如果您对我们产品的优惠价格、技术参数感兴趣,请留下您的详细信息,我们将在24小时内安排专业的技术经理给您回复。

专家订方案

定制生产线

售后有保障
总部地址:中国郑州高新技术产业开发区檀香路8号


 7x24为您服务
7x24为您服务