
 0371-67772626
0371-67772626  您现在的位置:
您现在的位置:
如果您对我们的产品、服务感兴趣,或者有什么可以帮助您的,您可以点击在线咨询与我们交谈或拨打我们的客服电话: 0371-67772626 在线咨询
如果您对我们的产品、服务感兴趣,或者有什么可以帮助您的,您可以点击在线咨询与我们交谈或拨打我们的客服电话: 0371-67772626 在线咨询
作者:红星机器 发布时间:2021-11-23 16:00:00
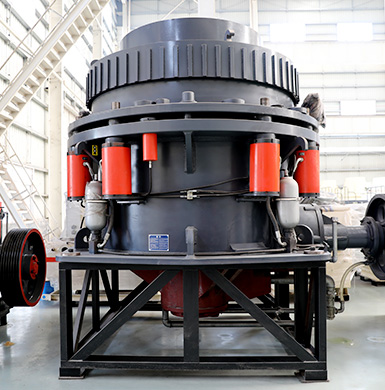
轴套是惯性圆锥破碎机的一个关键易损部件,惯性圆锥破碎机轴套在使用过程中的常见问题有轴套母体与巴氏合金产生分离而脱落的问题,或是出现巴氏合金流体现象,或是动锥与轴套母体严重磨损的问题。为了解决这些问题,可改进轴套的制造工艺,以提高轴套的使用效率,提高破碎机的生产能力。

对轴套制造工艺的改进可从三个方面着手:轴套母体材质的选择、轴套结构的改进、巴氏合金浇注工艺的改进。
轴套的材质要求具有一定的耐磨性,硬度要高。所选择的材质为ZG45,而选择该材质的轴套必须要进行调质处理,才能使轴套的使用性能达到较好,但热处理工艺比较繁琐;而且在浇注巴氏合金的过程中,还会使其基体组织发生相变。因此,采用低合金钢ZG40Cr作为轴套母体材质,采用正火处理即可。
为了考虑巴氏合金与轴套内壁的胶结,防止巴氏合金与轴套内壁脱开,降低它的使用寿命,引发设备事故,必须改变轴套内壁与巴氏合金粘合面的结构形状,使巴氏合金与轴套内壁粘合得更牢固。
(1)巴氏合金的熔化
改进前的巴氏合金材质为ZChPb15-15,现在采用ZChPbl6-16-2。首先熔制好中间合金,即铜一锑合金,浇注成锭,然后再熔制ZChPbl6-16-2合金液。熔制合金时,在木炭的覆盖下,熔化锡或旧料,然后加入中间合金和锑,加热到浇注温度,用0.05%氯化铵精炼。精炼好后即可浇注。

(2)巴氏合金的浇注
以往在浇注巴氏合金前,轴套只进行去油脂和除锈处理,这样会导致浇注后发生有冷隔、起皱皮以及粘合不牢的情况。因此,在浇注巴氏合金前,采取以下措施:
a、对轴套及模芯除去油脂和除锈外,还要对轴套及模芯进行预热,预热温度为150~200℃。
b、在轴套的内壁要实施挂锡,在挂锡的面上,涂ZnCl2饱和溶液,进一步去除形成的氧化物;在不挂锡的表面,要涂保护剂。
c、在完成上述准备工作后,浇注熔化好的巴氏合金液。待冷却至室温,再进行下一步的工序。
在轴套进行热处理后,轴套的制造过程结束。经实践验证,改进后的制造工艺可提高轴套在惯性圆锥破碎机中的使用寿命,且使用效果非常好,且很少出现巴氏合金产生流体现象和轴套的磨损,轴套母体还可以重复使用多次,给企业创造了非常好的经济效益和社会效益。

在线留言
联系我们
如果您对我们产品的优惠价格、技术参数感兴趣,请留下您的详细信息,我们将在24小时内安排专业的技术经理给您回复。

专家订方案

定制生产线

售后有保障
总部地址:中国郑州高新技术产业开发区檀香路8号



 7x24为您服务
7x24为您服务